Producing molybdenum through powder metallurgy
So what is powder metallurgy? It is well known that nowadays most industrial metals and alloys, such as steels, aluminum, and copper, are produced by melting and casting in a raw form. In contrast, powder metallurgy does away with the melting process and the products are manufactured by compacting metal powders which are then subjected to a heat treatment (sintering) below the melting temperature of the material. The three most important factors in the field of powder metallurgy are the metal powder itself as well as the compacting and sintering processes. We are able to control and optimize all these factors in-house.
Why do we use powder metallurgy? Powder metallurgy allows us to produce materials with melting points of well over 2000 °C. The procedure is particularly economical even when only small quantities are produced. Tailor-made powder mixes enable a wide range of extremely homogeneous materials endowed with specific properties to be created.
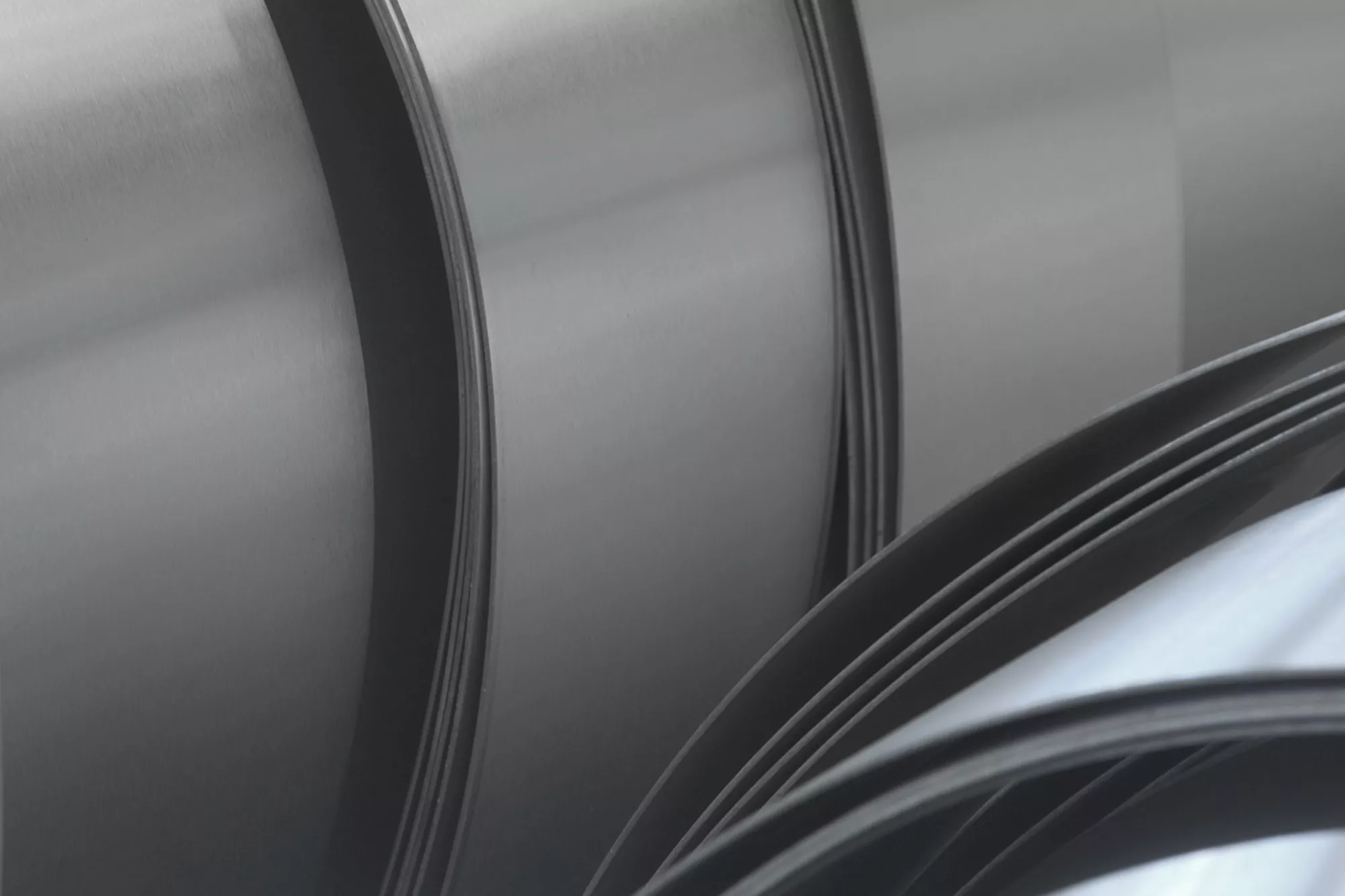
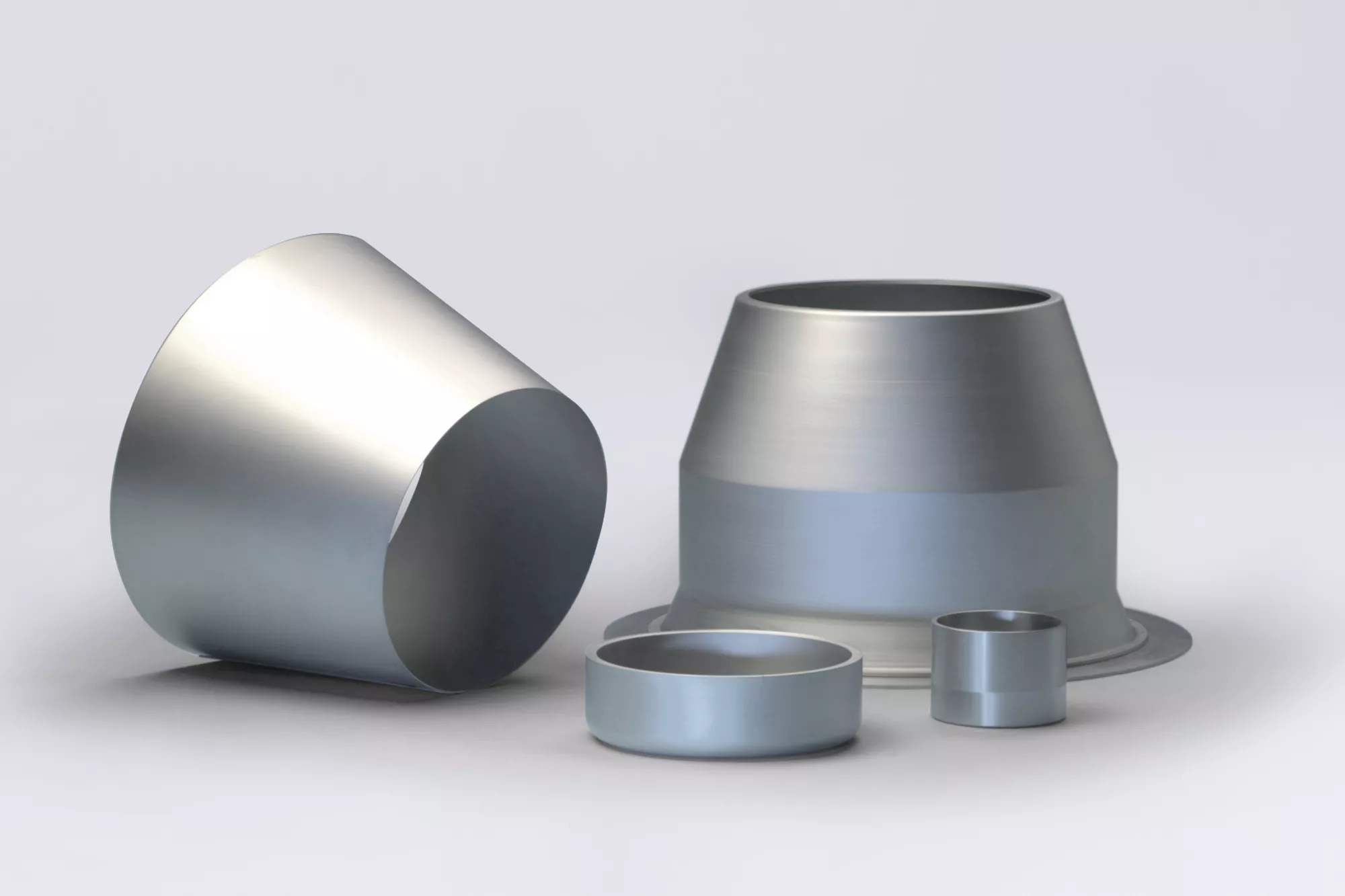
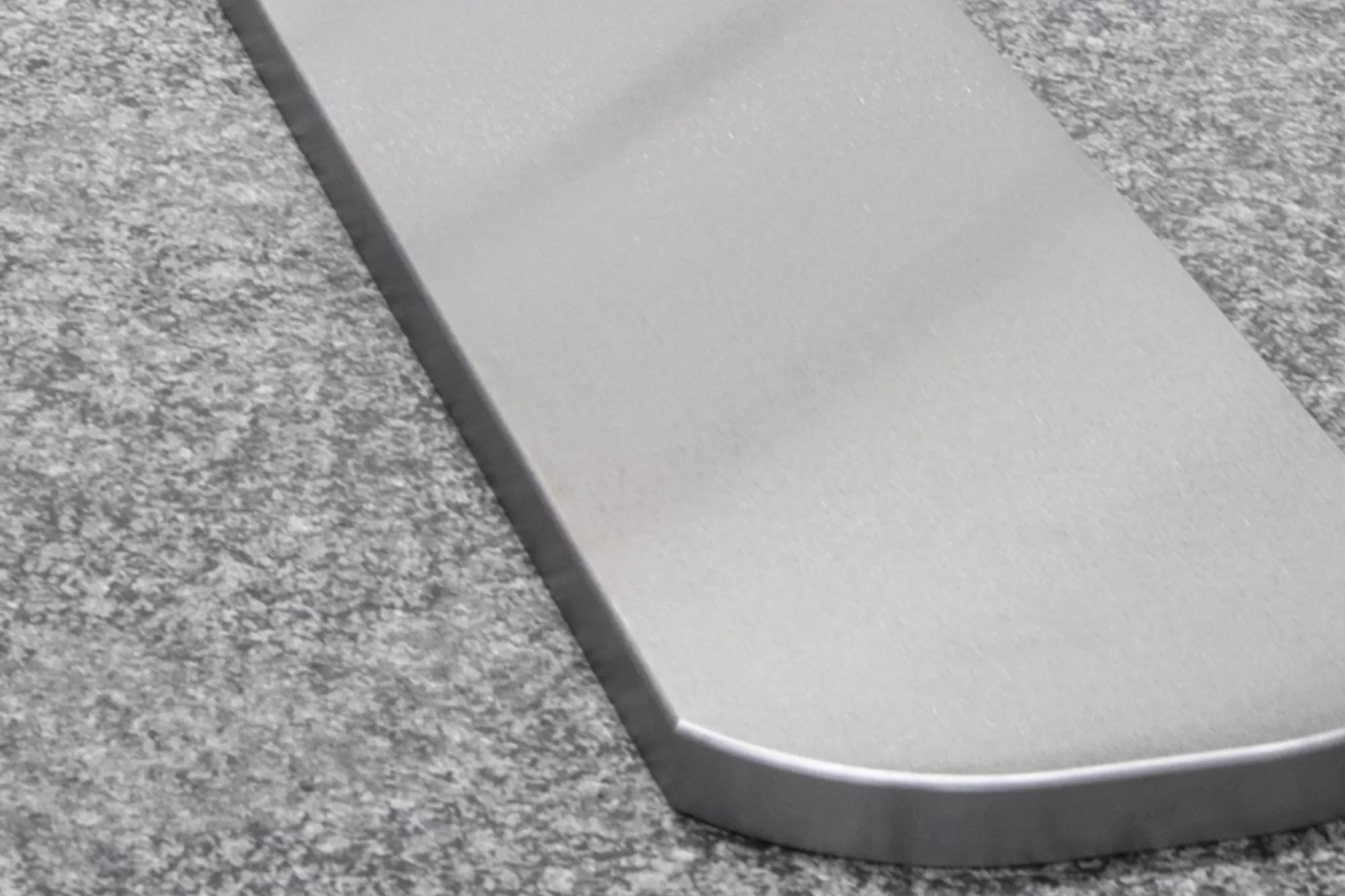
The molybdenum powder is mixed with the possible alloying elements and then primarily compacted in a cold isostatic manner. The pressure used here is up to 2000 bar. The resulting pressed blank (also known as a "green compact") is then sintered in special furnaces at temperatures of over 2000 °C. During this process, it acquires its density and its microstructure forms. The very special properties of our materials – such as their excellent high-temperature stability and hardness or their flow characteristics – are due to the use of the appropriate forming methods, for example, forging, rolling, or drawing. Only when all these steps dovetail perfectly can we achieve our exacting quality demands and manufacture products of outstanding purity and quality.