
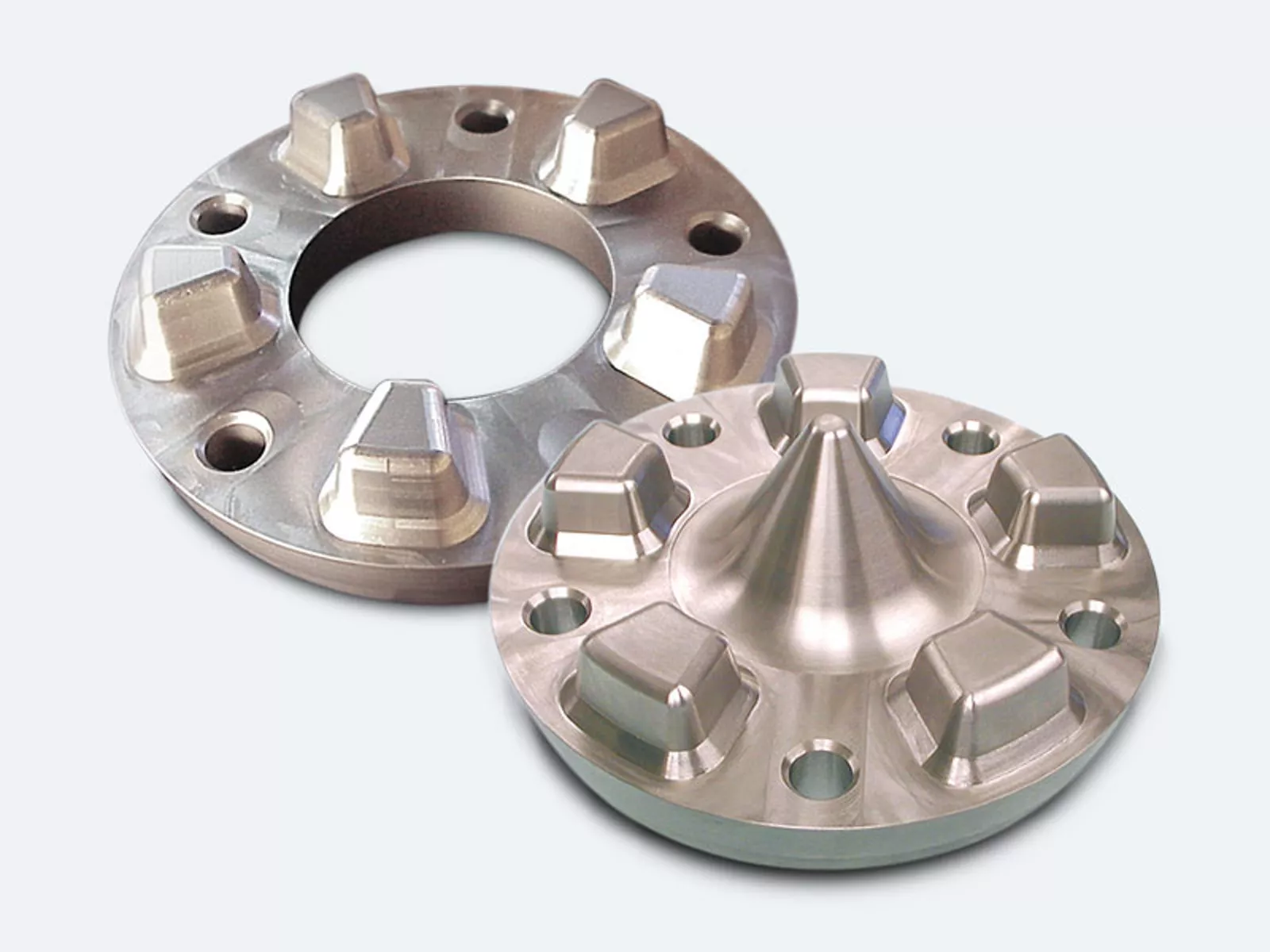
Densimet® and TZM cooling inserts – for perfect aluminum casting
During aluminum casting, the metal melt is poured or pressed into a mold. This is how cylinder heads, rims, and many other cast parts are made from aluminum. During this process, the casting tools must be able to repeatedly withstand the aggressive metal melts that heat up to over 600°C. This is no problem at all for inserts made of our tungsten heavy-metal alloy Densimet® and the molybdenum alloy TZM.
We provide cooling inserts, inserts, sprue bushes, further components, and semifinished products to optimize your mold according to your specific requirements. We also offer inserts with cooling channels, which we produce with a high degree of accuracy using 3D technologies.
Your advantages at a glance:
Increased productivity thanks to shorter cycle times
Top surface
quality of your productsLong service life of the mold
No cracks in the mold
No cavities in the cast parts
Hotspots are prevented > no porosity in the cast parts
Take a look at our material specifications here:

Liquid aluminum attacks the steel mold and causes cracks, corrosion, erosion, and the adhesion of the aluminum to the surface. If the material containing iron is released into the Al-melt or if the steel is stripped away as a result of a fast aluminum flow rate, this causes increased wear to the mold surface.
The changes in temperature also affect tools and components when casting metal melts; different temperature distributions and different thermal coefficients of expansion result in thermal stress. Cracks and deformation as a result of thermal fatigue can cause the complete failure of the component.
The ideal material for aluminum molds therefore satisfies the most stringent mechanical, thermophysical, chemical, and tribological requirements. Conventional hot working steels, with alloying additions such as chromium and molybdenum, no longer meet today's expectations. What can we do about this? Anyone who wants to save money and increase productivity should be using high-quality materials in the highly stressed molds.
Our materials for aluminum casting
Molybdenum and tungsten are what are known as refractory metals – these are metals with a melting point above 1700°C. Molybdenum melts at 2610°C and tungsten has to reach 3407°C. Both have a low thermal coefficient of expansion, around a third of that of steel. By contrast, the thermal conductivity of Densimet is around four times that of a 1.2343 steel.
The high modulus of elasticity of 360 GPa to approx. 385 GPa ensures a sufficiently high rigidity, even at high temperatures. The mechanical properties of molybdenum and tungsten depend on the degree of deformation, purity, and recrystallization level. Their strength at room temperature is lower than that of tempered hot working steels. At 650°C, however, their strength is comparable with that of hot working steel.
| D2M | D185 | TZM | 1.2343 steel | |
| Corrosion | + | + | ++ | -- |
| Oxidation | from 600°C | from 600°C | from 400°C | negligible |
| Thermal conductivity (500°C) [W/m K] | 65 | 90 | 127 | 30 |
| Resistance to cyclic thermal stress | ++ | ++ | ++ | -- |
| Impact strength | - | - |
0 | ++ |
| Tensile strength Rm (RT*) [MPa] | 990 | 800 |
780 | 1200 - 1600 |
| Tensile strength (500°C) [MPa] | 670 | 600 | 500 | 100 - 1400 |
| Yield strength Rp0.2 (RT*) [MPa] | 700 | 600 |
730 | 1000 - 1400 |
| Yield strength Rp0.2 (500°C) [MPa] | 460 | 420 |
490 | 650 - 900 |
| Breaking elongation A5 (RT*) [%] | 18 | 10 |
19 | 10 - 15 |
| Breaking elongation A5 (500°C) [%] | 16 | 7 |
15 | |
| Modulus of elasticity [GPa] | 360 | 385 |
320 | 214 |
| Coefficient of thermal expansion αth (500°C) [10-6 K-1] |
5.6 | 5.2 | 5.5 | 13.0 |
| Hardness [HRC] | max. 31 | max. 31 | 25 | >45 |
*RT = Raumtemperatur
++ (sehr gut), + (gut), -- (weniger gut)
TZM: Molybdän mit 0,5 % Titan, 0,08 % Zirkon, 0,01-0,04 % Kohlenstoff
D185: 97 % Wolfram, Rest: Nickel und Eisen
D2M: 90 % Wolfram, Rest: Nickel, Molybdän und Eisen
Tungsten alloys D2M and D185
Pure tungsten is extremely difficult to process and highly brittle at low temperatures. Tungsten is therefore only used as a composite in mold construction. Iron and nickel or iron, nickel, and molybdenum are used to make Densimet® – our two-phase material that consists of a binder phase and the tungsten particles it contains.
Iron, nickel, and molybdenum make tungsten considerably easier to mechanically process than pure tungsten. The tungsten content in our Densimet® materials is up to 97%.
We produce inserts for aluminum casting predominantly from Densimet® 185 (D185) and Densimet® D2M. Due to its higher mechanical strength, our customers usually use D2M in high-pressure casting. On account of its particularly high thermal conductivity, D185 is predominantly used in gravity and low-pressure casting to ensure optimum temperature distribution in the mold. We are happy to offer advice and help you find the right material.
Molybdenum alloy TZM
The physical properties of TZM are very similar to pure molybdenum. However, with a low content of small, extremely fine carbides, TZM is stronger than pure molybdenum and has a higher recrystallization temperature as well as a higher creep resistance.
The specific advantages of our materials in detail
- Excellent thermal conductivity
Excellent thermal conductivity
The thermal conductivity of our tungsten heavy metal alloy Densimet® and the molybdenum alloy TZM is up to four times greater than that of regular steel. The benefit for you is that the mold cools down significantly faster at critical locations and you can perform more casting cycles in a shorter time.
In addition, thanks to the rapid heat removal, the microstructure (dendrite arm spacing) of the aluminum castings is significantly finer. This in turn helps optimize the mechanical properties of your products, for example by increasing their strength. The high thermal conductivity of molybdenum and tungsten allows heat to be dissipated rapidly, thus ensuring a low temperature difference between the surface of the mold insert and the core of the casting.Given the same energy input, the surface temperature of our mold inserts is significantly lower than that of steel. In combination with the high thermal conductivity of Densimet®, this means that there is no danger of cracks forming in the mold insert during the casting process.
If the aluminum melt does not harden evenly, this often results in casting defects such as cavities and porosity. This tends to happen primarily in areas where the wall thickness varies. This can be avoided with targeted heat removal. Our tungsten and molybdenum alloys cool the aluminum cast exactly where the material is supposed to harden more quickly. In many cases, this makes it possible to avoid casting defects and dispenses with the need for complex additional cooling.
- Low thermal expansion
Low thermal expansion
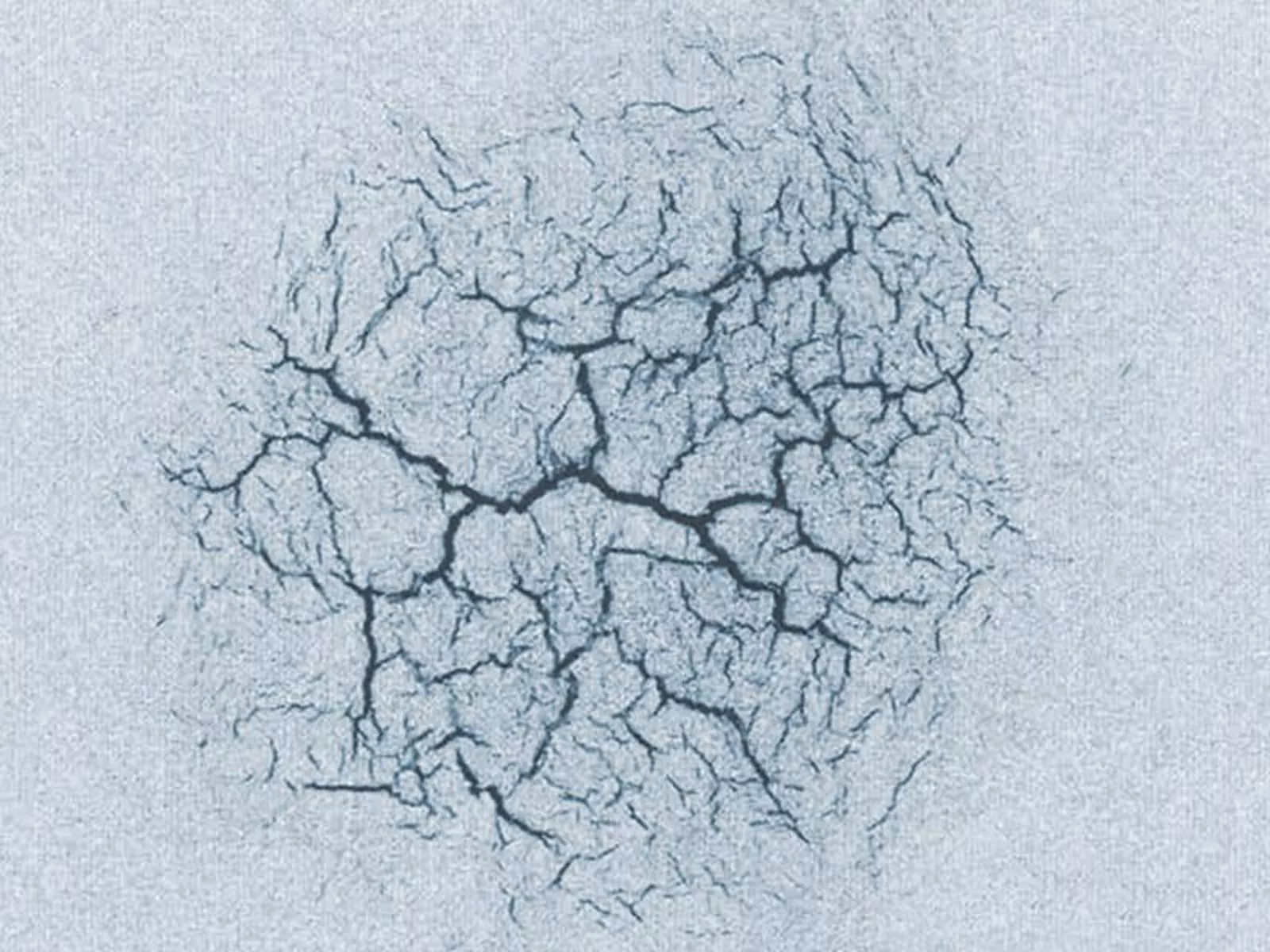
Because the aluminum melt comes into contact with the colder surface of the mold insert during casting, thermal fatigue cracks often form in the material. This can cause networks of cracks in the mold, in particular during high-pressure casting. The coefficient of thermal expansion of Densimet® and TZM is a third lower than that of steel and avoids thermal fatigue cracking in the mold. The benefit for you is that the finished casts have an optimal surface quality. You profit from a lower scrap rate and lower repair costs.
- Low wear
Low wear
The surface hardness of hot working steel molds begins to lessen after a certain number of casting operations. In the case of refractory metals, on the other hand, no reduction in hardness is observed, although they start from a lower strength level.
Because it is not possible to harden molybdenum and tungsten with traditional heat treatment methods, a protective coating can be applied to the finished component. Traditional PVD coatings such as CrC or TiAl are suitable for this purpose. We also offer our own wear-resistant coating that increases surface hardness to more than 1000 HV without having any impact on the corrosion resistance of the material. Interested? Get in touch!
- High corrosion resistance
High corrosion resistance
Regular mold inserts and cores can be easily eroded, especially when aluminum is injected at high speeds. Molybdenum and tungsten do not dissolve in aluminum melts. Mold inserts made of Densimet® and TZM are particularly erosion-resistant and corrosion-resistant. Because our material does not react with the aluminum melt, no metal residue adheres to the mold insert when removing the cast body. The benefit for you is that the inserts can be used for longer, do not have to undergo time-consuming cleaning operations, and are soon ready for the next pouring.
A comparison of material properties at different temperatures*
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 17.3 | 0.149 | 65 | 5.3 | 360 | 990 | 670 | 18 |
| 200 | 17.2 |
0.156 | 66 | 5.5 | 350 | 890 | 600 | 17 |
| 500 | 17.1 | 0.160 | 68 | 5.6 | 333 | 700 | 460 | 16 |
| 800 | 17.0 | 0.163 |
69 | 5.7 | 320 | 490 | 330 | 14 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 18.5 | 0.145 | 90 |
5.0 | 385 | 800 |
600 | 10 |
| 200 | 18.4 |
0.149 | 91 |
5.1 | 365 | 720 |
520 |
9 |
| 500 | 18.3 |
0.154 | 92 |
5.2 |
350 | 600 |
420 |
7 |
| 800 | 18.2 | 0.158 |
93 |
5.3 | 340 | 480 | 320 | 5 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa]* | Rp0.2[MPa]* | A5[%]* |
| 20 | 10.20 | 0.256 | 148 |
5.32 | 339 | 789 |
738 |
19 |
| 200 | 10.19 |
0.266 | 137 |
5.38 | 328 | 702 |
554 |
16 |
| 500 | 10.18 | 0.281 | 127 |
5.53 | 309 | 502 |
493 | 15 |
| 800 | 10.15 | 0.296 |
121 |
5.73 | 289 | 445 | 440 |
15 |
| 1000 | 10.14 | 0.306 | 119 | 5.88 | 274 | 386 | 374 | 19 |
| 1500 | 10.10 | 0.330 | 114 | 6.30 | 231 | 150 | 140 | 40 |
*TZM-Stab ∅ 25 mm spannungsarm geglüht, Daten aus Zugversuch
| T[°C] | ρ [kg/cm3] | cp[kJ/kg K] | λ[W/m K] | E[GPa] | α[ • 10-6 1/K] | Rp0.2[MPa] | Rm[MPa] |
| 20 | 7740 |
0.461 |
25.0 |
217.6 |
8.7 |
1300 |
1500 |
| 100 | 7720 |
0.496 |
26.0 |
212.9 |
11.5 |
1250 |
1450 |
| 300 | 7670 |
0.568 |
28.9 |
198.2 |
12.2 |
1100 |
1300 |
| 500 | 7600 |
0.550 |
29.5 |
178.9 |
12.9 |
750 |
950 |
| 700 | 7540 | 0.610 | 29.2 | 158.2 |
13.2 |
400 | 550 |
*The data regarding material properties represents typical/characteristic guide values. These are provided to the best of our knowledge but with no guarantee.
Top recommendations
Make the most of our expertise in processing molybdenum and tungsten. We'll be happy to provide inserts based on your drawing specifications and tolerances.
Would you rather do it yourself? The machining of Densimet® is similar to the processing of hot working steel. Molybdenum materials are also easy to process. They do have certain properties that you will need to take into account during processing, however. Our specific recommendations can be found on our material page.
Densimet® WR filler metal
If you discover erosion or elution on the material following prolonged use of our Densimet® inserts, this is nothing to worry about: With our Densimet® WR filler metal, you can repair the affected surfaces by means of build-up welding and continue to use the mold for many more cycles. We provide Densimet® WR rods in various lengths and diameters according to your specific needs.
