适合于您的应用的铜和铬成分
我们开发了适合于您的应用的几种铜铬材料成分。如果低频和高频以及低截流值下的灭弧对您的应用至关重要,25% 的铬含量(重量百分比)是您的理想选择。然而,如果耐腐蚀性和低磨损倾向至关重要,25% 至 43% 的铬含量(重量百分比)可实现最佳效果。

配备我们的铜铬触头且电压范围为 1 KV 至 245 KV 的真空断路器用于数百万种应用中,为众多工业公司和家庭切断和接通电路。
铜为接触材料提供出色的导电性和导热性 – 这是确保电流损耗最小的最重要的先决条件。当开关触头断开电路时,产生的电弧会对材料施加高应力。由于使用了耐热铬,铜铬触头的耐电弧烧蚀性大大提高,从而显着降低了熔焊倾向。因此,铬可防止铜铬触头熔焊在一起。铬还具有较高的亲氧性,能够在开关过程中释放气体时充当吸气剂。
良好的机械强度和低含气量
出色的耐电弧烧蚀性
低熔焊
倾向
近净形的经济型生产
短路电流耗散能力强大
最高 90 kA 的开断能力
我们开发了适合于您的应用的几种铜铬材料成分。如果低频和高频以及低截流值下的灭弧对您的应用至关重要,25% 的铬含量(重量百分比)是您的理想选择。然而,如果耐腐蚀性和低磨损倾向至关重要,25% 至 43% 的铬含量(重量百分比)可实现最佳效果。
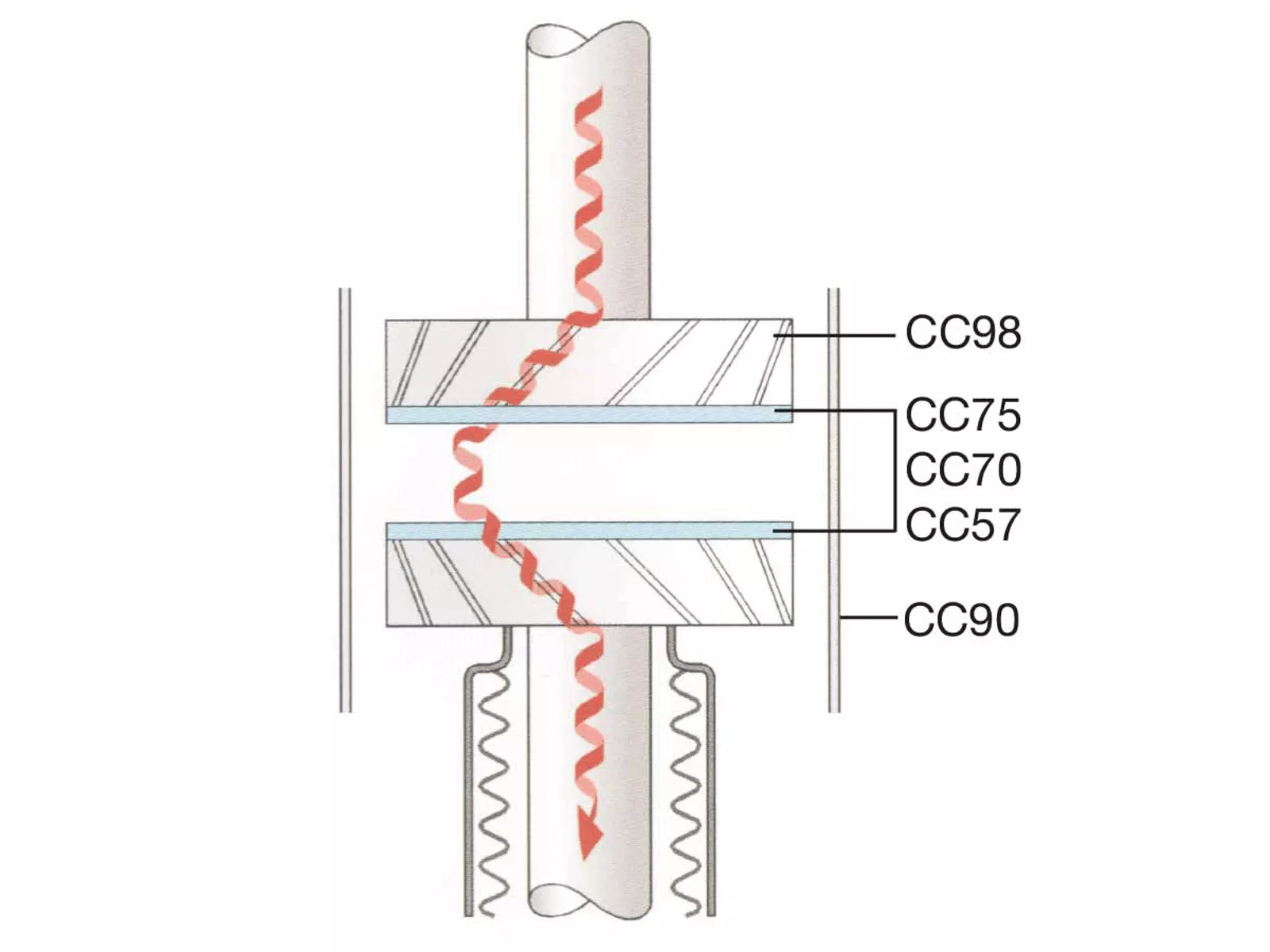
您可在此处看到电弧室中使用铜铬材料的位置。这些材料必须特别耐电弧烧蚀,尤其是在接触面处。为此,我们建议使用铬含量为 2% 至 43% (重量百分比)的成熟材料:CC98、CC90、CC75、CC70 和 CC57。
| 材料 | CC-98 | CC90 | CC-75 | CC-70 | CC-57 |
| 断电 | ο | ο | ++++ | ++++ | ++++ |
| 耐烧蚀性 | ο | ο | +++ | ++++ | ++++ |
| 电导率 | ο | ο | ++++ | +++ | ++ |
| 截流值 | ο | ο | ++ | +++ | ++++ |
| 耐磨性 | ο | ο | ++ | +++ | ++++ |
| 电容性中断 | ο | ο | +++ | +++ | ++++ |
| 铬含量(重量百分比) | 2 | 10 | 25 | 30 | 43 |
| 铜含量(重量百分比) | 98 | 90 | 75 | 70 | 57 |
| O 含量 [ppm] | 150 | 215 | 650 | 675 | 700 |
| H 含量 [ppm] | 5 | 5 | 5 | 5 | 10 |
| N 含量 [ppm] | 15 | 30 | 100 | 105 | 110 |
| 密度 [g/cm3] | 8.70 | 8.6 | 8.05 | 7.90 | 7.60 |
| 硬度 [HV30] | 110 (HB62.5/2.5) |
138 (HB62.5/2.5) |
70 | 75 | 85 |
| 导电性 [m/Ωmm2] | 48 | 42 | 31 | 28 | 21 |
| 抗熔焊性能 | ο | ο | +++ | +++ | ++++ |
++++ 优秀, +++ 很好, ++ 好;ο CC-98 用于触头的载体材料(电极) 以上表格中列出的典型参数仅供参考。关于产品结构与设计,请订阅详细的产品规格说明。
我们在粉末冶金制造过程中只使用优质铬粉和铜粉来生产铜铬触头材料。我们将开关触头压制并烧结成最终形状和近净形状,然后将它们加工成最终的开关触头。这会产生高细粒度、均匀的微观结构,从而使我们的开关触头特别耐用。
大量实际测试证明,与使用熔炼工艺制造的产品相比,我们的开关触头的使用寿命明显更长。使用熔炼工艺制造的触头单一成分分布均匀性欠佳。铜堆积会导致触头熔焊,并对真空开关造成极大损坏。
触头材料的纯度对其开关特性有重要影响。开关触头的氧含量越低,发生重燃的可能性也就越小。这就是我们使用高纯度材料的原因。
我们根据 ISO 9001 指南制造所有铜铬开关触头。我们的开关触头设计可完全符合客户的要求。我们的专家很乐意帮助您选择最佳设计和最合适的材料。我们在瑞士的分公司 Plansee Powertech 专门生产开关触头材料。
对我们的其他接触材料感兴趣?请访问我们的产品页面,了解由钨铜制成的开关触头以及在真空中使用的开关触头: