
チタン-ジボライドスパッタリングターゲット
チタン‐ジボライド(TiB2)は、非常に高い硬度を持つことで知られています。他のコーティングとは異なり、TiB2 はアルミニウムと反応しません。つまり、アルミニウムを加工する際に、工具の先端に材料の粒子が付着することがないのです。これにより、加工時の大きな力による工具の急速な摩耗や、工具先端の早期破損を防ぐことができます。このように、チタン‐ジボライドをコーティングした工具は、アルミニウムをはじめとする非鉄金属の加工や処理に適しています。
一目でわかるターゲットの優位性:
高密度
優れた熱衝撃
耐性最適で均一な微細構造
最高の素材の純度
卓越した製品品質
最も重要な特性が一目瞭然。
| 純度 [%] | 99.7 |
| 保証密度 [g/cm3] | 4.40 |
| 粒の大きさ [µm] | 2 |
| 熱伝導率 [W/(m·K)] | 64 |
| 熱膨張係数 [1/K] | 7.4 · 10-6 |
信頼できる品質
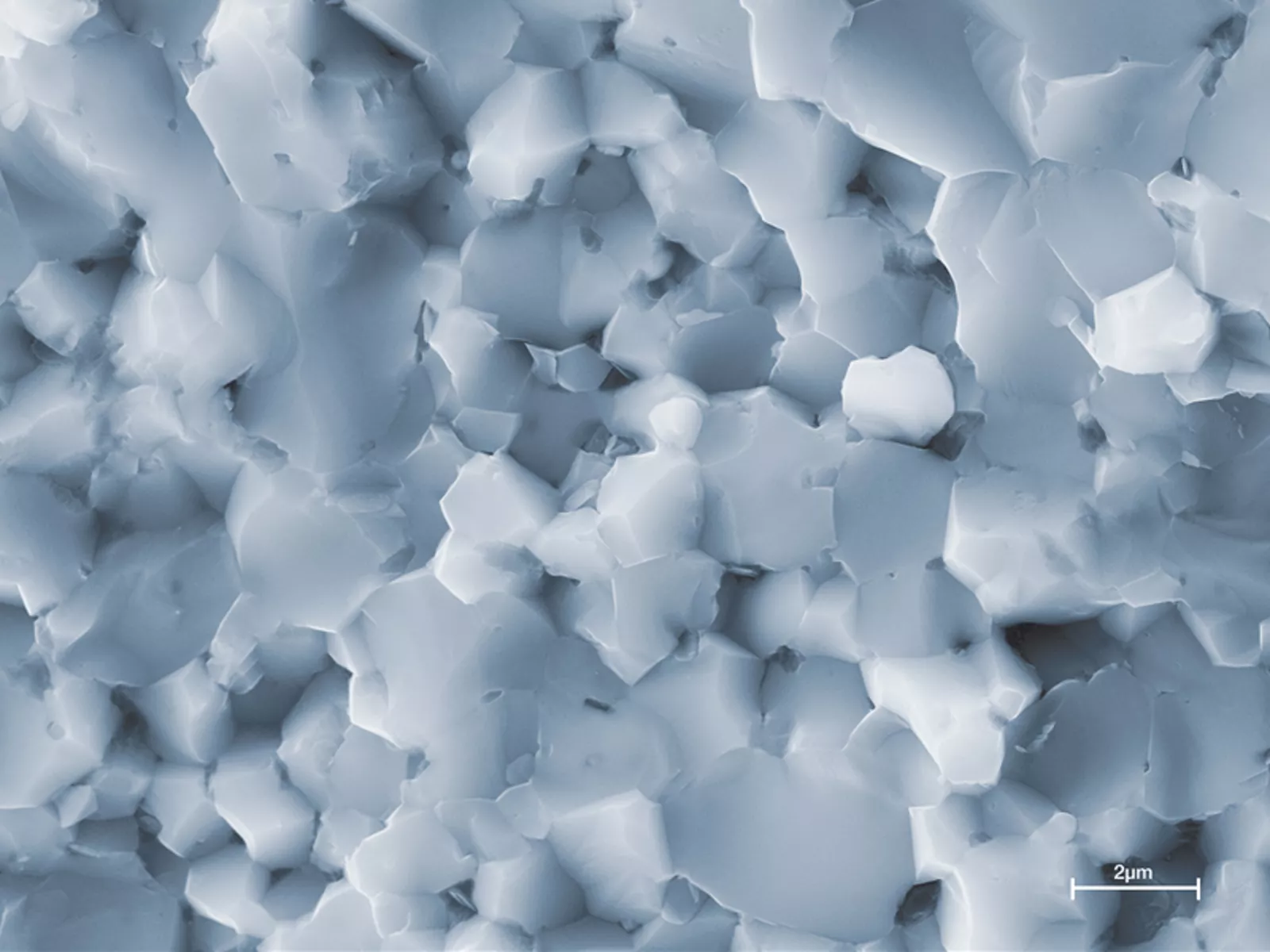
弊社ではTiB2の粉末を前処理しているため、ターゲットの微細構造は非常に微細で均一です。これにより、コーティングプロセス中にターゲットの材料が均一に剥がされ、コーティングがより滑らかになるという利点があります。
高密度で滑らかなレイヤーを実現
セラミック素材であるチタン‐ジボライドは、圧縮するために1,700~2,000℃の高温を必要とします。そのため、弊社ではホットプレスでターゲットを製造し、理論密度の98%以上を達成しています。その結果、スパッタリング時にターゲットから粉体が出てきません。その結果、完璧な層構造とコーティングの最適な密着性が得られます。
優れた耐熱衝撃性による長寿命化
コーティングプロセスでは、ターゲットは高温にさらされます。スパッタリングが完了すると、材料は急速に冷却されます。これは、ターゲットのクラックや破損の原因となります。弊社の特殊な粉末冶金製造プロセスにより、弊社のターゲットは特に高い熱衝撃耐性を持ち、無数の温度サイクルに容易に耐えることができます。
最高品質のための卓越した材料純度
コーティング材料の純度が高ければ高いほど、ハードマテリアル層の品質は向上します。弊社は、最初から最も純度の高い粉末のみを使用し、これを自社工場で混合することで、最高の材料純度を保証しています。粉末から製品までのすべての工程を監視し、特定の密度、純度、均質な微細構造が保証されたターゲットだけが工場を出るようにしています。
粉末から最終製品まで、すべてをワンストップで提供

弊社はターゲットメーカーのリーディングカンパニーとして、すべてを自社で行っています。金属粉の混合やプレスから、ターゲットの成形、加工、ボンディングに至るまで、また、コーティングプロセスと層の両方を最適化するための新素材の開発も行っています。もちろん、最先端の測定方法でターゲットの品質をテストしています。
以下のコーティングプロセスに使用可能
マグネトロンスパッタリングプロセスにより、二ホウ酸チタンのハードマテリアル層をツールに塗布します。この目的のために、純セラミック製のTiB2スパッタリングターゲットや、モリブデンまたは銅製のバッキングプレート上のボンディングターゲットを提供しています。バッキングプレートのおかげで、弊社のボンデッドターゲットは安定しており、壊れにくく、取り扱いが容易です。また、はんだには通常インジウムを使用しています。
- 反応性マグネトロンスパッタリング動画「PVDコーティングの仕組み」へ
マグネトロンスパッタリング法(カソードスパッタリング)でモリブデンの薄膜を塗布(スパッタリング)します。真空を利用したコーティングプロセスで、ソースとなる材料はスパッタリングターゲットの形をしています。
真空チャンバー内で数百ボルトの電圧をかけ、アルゴンガスを入れてプラズマに点火します。このプラズマは、純アルゴン、正電荷を帯びたアルゴン粒子(アルゴンイオン)と自由電子で構成されています。正の電荷を帯びたアルゴンイオンは、電界によって負の電荷を帯びたカソード(ターゲット)に向かって加速されます。数十から数百電子ボルト(eV)という高い運動エネルギーでターゲット表面に衝突します。ビリヤードのように、アルゴン粒子はスパッタリングされたターゲットの原子を表面から押し出します。このようにして、コーティング材はゆっくりと侵食されていきます。ターゲットから放出された原子は、真空チャンバー内を通って対向する基板に向かい、そこで薄層として蒸着されます(浴室の鏡がシャワーを浴びている間に水蒸気で膜を張るようなもの)。
コーティング材料を改良するためのボライドターゲット

クリスチャン・ドップラーの研究室で、プランゼーはエリコン・サーフェス・ソリューションズ社やウィーンのTU Wien材料科学技術研究所と協力して、コーティング材料の改良を研究しました。
その結果は:W1-xTaxB2 レイヤー。WB2の好ましいα型結晶構造に最大26wt%のタンタルを添加することで、熱安定性が800℃から最大1,400℃まで向上しました。研究チームは、この効果がギャップによる結晶構造の安定化に基づくものであることを、理論的・実験的に証明することができました。今回の発表では、タンタルを添加しても、α- WB2の非常に高い破壊靱性に悪影響を与えないことが証明されました。これまで、ほとんどの二ホウ化物はその脆さのために使用できなかったので、重要な発見です。
その他のコーティング技術関連製品
黒鉛箔、ネジ、ワッシャー、ボルトなどの締結材料や、アークカソードなどをご用意しておりますので、お気軽にお問い合わせください。その他の材料については、製品ページをご覧ください。
