无论是管状、圆形还是带角形状,我们提供满足您应用要求的定制型靶材。重要信息一览:

铝铬溅射靶和阴极
我们的铝铬 (AlCr) 靶材与阴极能为钻头、铣床、可转位刀片及其他工具提供更坚韧、抗氧化性更高的氮化物涂层。铝铬涂层的高热硬度与抗氧化性意味着可实现更快的进料速度、更卓越的切割性能和更高的切削量。只需使用我们千分之一毫米的材料,就能有效保护您的工具,即使在高温下也不会磨损,从而延长使用寿命。
靶材优势一览:
高延展性
高热导率
最优同质化微观结构
最高材料纯度
根据您的特定要求生产
| 铝/铬含量 [At.-%] | 70/30 | 50/50 |
| 纯度 [%] | 99.7 | 99.7 |
| 保证密度 [g/cm3] | 3.68 | 4.50 |
| 标准晶粒度/细晶粒 [µm] | 100/50 | 100/50 |
值得信赖的质量
延展性高,使用寿命长
在涂层工艺中,溅射靶与电弧阴极需要承受巨大的应力。靶边缘的材料须承受重达 1 公吨的力。脆性材料在如此大的压力下会断裂,但是,由于采用了铝,我们材料的延展性特别好。为确保铝铬靶材的高延展性,我们仔细地混合铬铝粉末,然后利用成形工艺将粉末压实。与使用金属熔融工艺所制成的材料相比,我们材料的微观结构同质化程度更高,而且晶粒度更小。使用粉末冶金生产工艺生产的靶材具有超强抗断裂性和耐用的优点。
高热导率可保证涂层的光滑度
我们的靶材和阴极在涂层工艺中需要暴接触高温环境。但我们的材料对极端条件具有良好的耐受性。得益于其含铝与高材料密度的特点,我们的阴极与靶材热导性能十分出众,可轻松地将热量传输至其后方的铜板上。这可以阻止热量的蓄积,防止靶材受热不均匀以及涂层表面形成液滴,从而可获得更光滑的涂层。
理想涂层的最佳微观结构
粗金属粉末,还是细金属粉末?锻造、HIP 还是其他轴向成形法?我们变换并组合不同的生产工艺,以确保您最终获得光滑细致的涂层。我们始终致力于实现这一目标:确保靶材与阴极具有最佳微观结构。这意味着在产品涂层过程中大幅减少液滴的形成。最终为您提供光滑涂层。
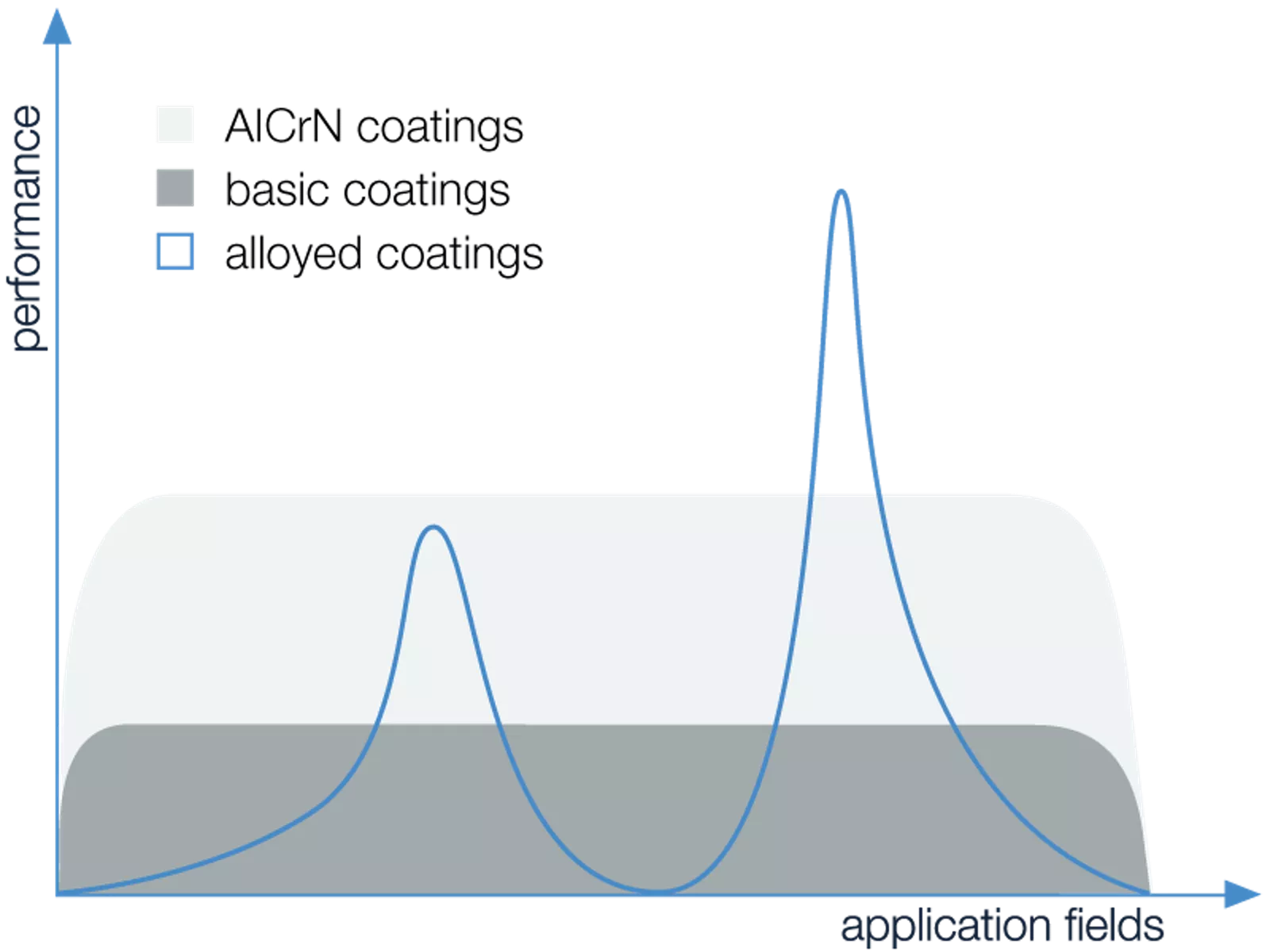
我们的氮化钛或氮化钛铝标准涂层(在图表中被标为“基本涂层”)适合于非常广泛的应用,同时能够提供优良的平均性能。而氮化铝铬涂层在为我们的客户提供更高性能的同时还具备同样广泛的应用领域。为了进一步优化特定应用,还可以通过在钛铝或铝铬靶材中加入更多元素(“合金涂层”)来显著提高涂层性能。
可用于以下涂层工艺
我们的材料采用反应磁控溅射法或电弧蒸发法进行喷涂。
- 反应磁控溅射
基于铝、钛、锆、铬和陶瓷的硬质材料层和装饰层通过反应磁控溅射应用于工具、部件和其他产品。
在真空室中,涂层材料放置在要作为溅射靶进行涂层的产品对面。在真空室中充满氩气,施加几百伏的电压。这会点燃由带正电荷的氩粒子(氩离子)和自由电子组成的等离子体。带正电荷的氩离子朝向带负电荷的阴极(靶)加速。它们以高达数百电子伏特 (eV) 的高动能撞击靶材表面,最终,氩粒子会将溅射靶表面的原子撞出表面。现在,真空室和衬底之间产生了电势。这会使硬质材料的粒子向要涂覆的工件加速。在工件上,它们与引入的反应性气体(氮、碳或氧)发生反应,并在工件上沉积为一层较薄的氮化物、碳化物或氧化物硬质材料层。
- 电弧蒸发
在电弧蒸发(电弧工艺)期间,工具会被涂上一层基于铝、钛、锆和铬的硬质材料涂层。在这种基于真空的涂层工艺中,源材料以电弧阴极的形式存在。
在真空室中,在阳极和带正电荷的电弧阴极之间施加几百伏的电压。这会制造出电弧。它在电弧阴极上上下移动,熔化或蒸发最少量的材料。约 90% 的蒸发阴极粒子形成带正电荷的金属离子。现在,对真空室和衬底之间施加偏置电压。这会使金属离子向要涂层的工件加速。在工件上,它们与引入的反应性气体(氮、碳氢化合物或氧)发生反应,并在工件上沉积为一层较薄的氮化物、碳化物或氧化物硬质材料层。
我们的专业知识适用于您的溅射靶和电弧阴极
您在寻找理想的涂层材料吗?我们拥有数十年的经验,以及化学成分和制造工艺的大型数据库,值得您信赖。我们的团队不断进一步开发溅射靶和电弧阴极,以改进以下材料特性:
- 晶粒度和微观结构
- 延展性
- 材料硬度
- 抗氧化性
- 摩擦系数
- 耐温性
我们用更多元素完善我们的铝铬混合物,以满足您的确切要求。欢迎随时联系我们!
适用于涂层技术的其他产品
我们的铝基靶材和带有集成式散热片的阴极也可供您测试使用。它们具有更高的热导率,并且在靶边缘更加稳定。我们的铝制散热片与靶材直接连接。
欢迎访问产品页面,了解有关由其他材料制成的靶材的更多信息:
