With 100 years of experience, we develop and manufacture components and products from refractory metals for different industries at 12 production sites.
- slideplansee-aem/components/heroTeaser90064252
- slideplansee-aem/components/heroTeaser90064255
- slideplansee-aem/components/heroTeaser90064258
- slideplansee-aem/components/heroTeaser90064261
- ProgressOur measures formore sustainability
- ProgressTrade fairs and eventsWe look forward to seeing you!
- ProgressWith passion for innovation
- ProgressCO2-free Hydrogenin Reutte
Plansee: Strong metals for strong products
Plansee is a world-leading manufacturer of components from molybdenum and tungsten. Whether in electronics, coating technology, or high-temperature furnaces, where regular metals reach their limits, the refractory metals, alloys, and composite materials from Plansee come into play. As an innovation partner, together with our customers we develop sustainable solutions for the high-tech world and keep pushing the boundaries of what is technologically feasible.
Industries
Our materials
Our strong, high-melting refractory metals molybdenum, tungsten, tantalum, and tungsten-based composites are considered particularly resistant. Their special material properties make them ideal for numerous high-tech applications: whether as parts for the semiconductor industry or the manufacturing of next-generation microchips, as components for generating X-rays, or as elements of solar cells.
Learn more about our strong metals:



Our products
75,000 products from refractory metals
From semifinished products to individual customer solutions, we manufacture according to the highest quality standards in our international production network.
To the product overviewNEWS
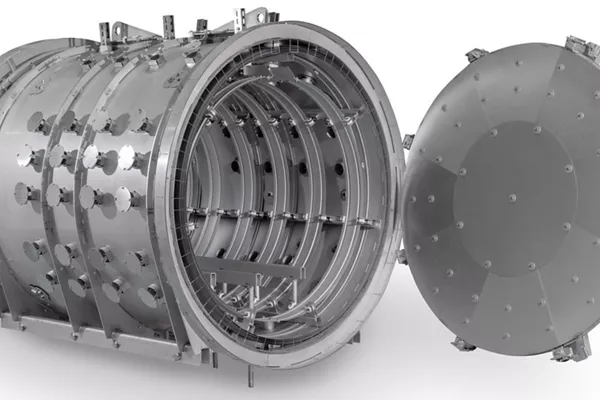 First deliveries of the new generation of Hot Zones
First deliveries of the new generation of Hot Zones Construction Begins on New Hydrogen Electrolyzer at Plansee in Reutte, Austria
Construction Begins on New Hydrogen Electrolyzer at Plansee in Reutte, Austria First sustainability report published
First sustainability report published- slideplansee-aem/components/newsTeaserItem90064330
- slideplansee-aem/components/newsTeaserItem90064333
- slideplansee-aem/components/newsTeaserItem90064336
- slideplansee-aem/components/newsTeaserItem90064339
Our figures
- Mio.
€ annual sales 2022
employees
patents
production sites
Strong metals. Strong career.
- About us
- Job opportunities
- Vocational training
- Vacancies



